INICIO
PRODUCTOS
CATEGORÍAS
RASCADORES
MANCHONES
O ´RINGS ESPECIALES
PETROLEO
RUEDAS
SELLOS PARA VASTAGO
SELLOS PARA CAMISA
HIDROLAVADORAS
MARCAS
Acindar
John Deere
PLA
Servas
Volkswagen
Wenlen
Wittur
55 AÑOS EN ARGENTINA
CLIENTES
CONTACTO
Cerrar
Volver
INICIO
PRODUCTOS
CATEGORÍAS
RASCADORES
MANCHONES
O ´RINGS ESPECIALES
PETROLEO
RUEDAS
SELLOS PARA VASTAGO
SELLOS PARA CAMISA
HIDROLAVADORAS
55 AÑOS EN ARGENTINA
CLIENTES
CONTACTO
¿Qué estás buscando?
VER MÁS RESULTADOS »
CARRITO
Cerrar
NO HAY PRODUCTOS EN EL CARRITO.
TOTAL:
$0
PAGAR
VER CARRITO
VER CARRITO
Cerrar
Favoritos
Comparar
Inicio
PRODUCTOS
Cerrar
CATEGORIAS
RASCADORES
MANCHONES
O ´RINGS ESPECIALES
PETROLEO
RUEDAS
SELLOS PARA VASTAGO
SELLOS PARA CAMISA
HIDROLAVADORAS
MARCAS
Acindar
John Deere
PLA
Servas
Volkswagen
Wenlen
Wittur
PRODUCTOS
CATEGORIAS
PETROLEO
CONO HERCULES
PETROLEO
EMPAQUETADURA COLGADOR
SELLOS PARA VASTAGO
Empaquetarduras en V (EMV) PARA CAMISA Y DE VASTAGO
SELLOS PARA VASTAGO
EMV MEDIDAS ESPECIALES
HIDROLAVADORAS
GBI 1319
HIDROLAVADORAS
GBI 1826
HIDROLAVADORAS
GGS 1830
PETROLEO
LIMPIA BARILLA
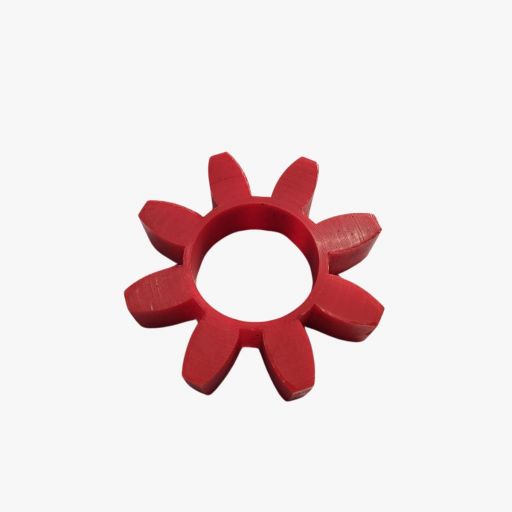
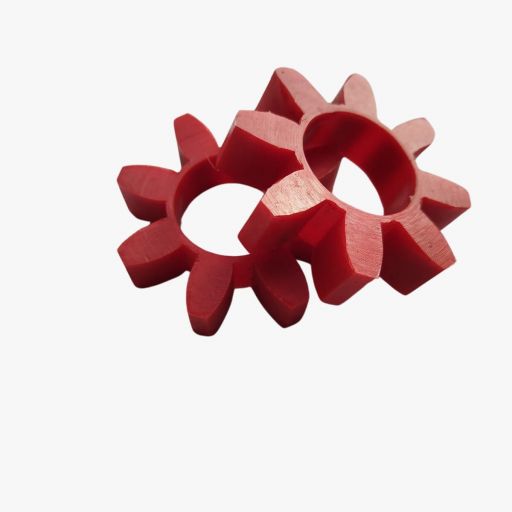
MANCHONES
MANCHONES
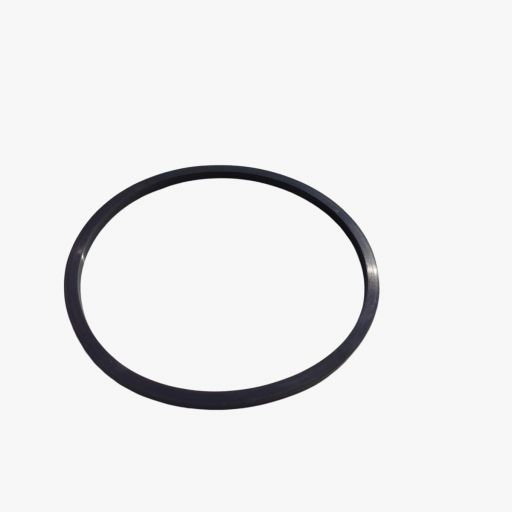
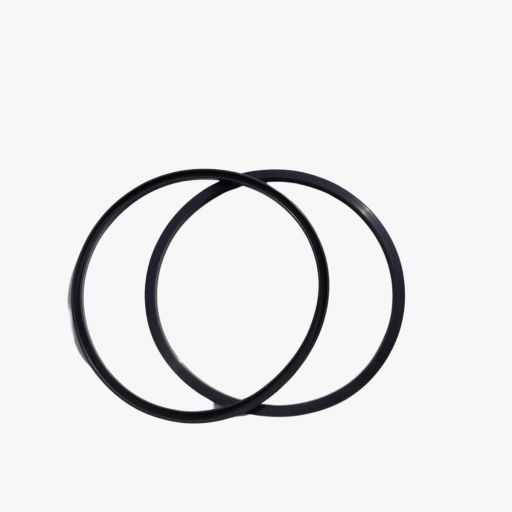
O ´RINGS ESPECIALES
O ´Ring Especiales
PETROLEO
PISTON MISSION
RUEDAS
Ruedas Poliuretano Siher
RASCADORES
Serie ARG–WIPER RASCADORES
RASCADORES
SERIE ARP-WIPER-RASCADORES
SELLOS PARA CAMISA
SERIE DSM
SELLOS PARA VASTAGO
SERIE ESEB
SELLOS PARA VASTAGO
SERIE ESEB
SELLOS PARA CAMISA
SERIE GCP
SELLOS PARA VASTAGO
SERIE GGS
SELLOS PARA CAMISA
SERIE GPE
SELLOS PARA VASTAGO
SERIE GPI
SELLOS PARA VASTAGO
Serie GPS
SELLOS PARA VASTAGO
SERIE GTS
ENVIANOS UN WHATSAPP
¡AGREGADO AL CARRITO!
SEGUIR COMPRANDO
VER CARRITO
PAGAR
¡AGREGADO AL CARRITO!
NOMBRE
CANTIDAD:
1
SUBTOTAL:
$---
Hay
1
producto
más en tu carro de compras
TOTAL:
$TOTAL
SEGUIR COMPRANDO
VER CARRITO
PAGAR
NOMBRE
---
VER DETALLES
AGREGAR